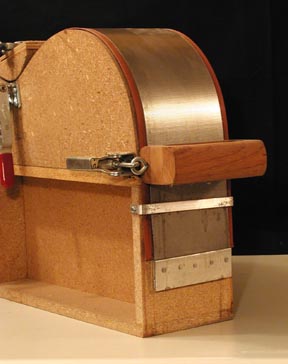
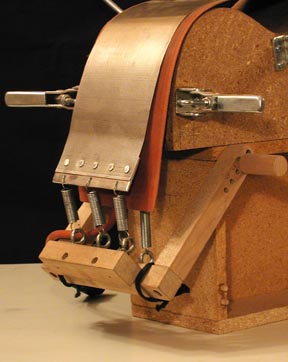
Side BenderPlease note: There are no plans for this bender! Its design evolved over several design iterations in my shop. This article is all the information I have to offer :) Here's a side bender that fully supports the waist during the bend. It uses spring tension to keep the steel sheets in contact with the side at all times.
The lower sheet is .007" spring steel, which doesn't "remember" the bend so it stays in contact with the waist. The upper sheet is thin (about 26 gauge) perforated stainless, so it allows steam to escape. They're both permanently attached to the butt end of the form. A silicone heater blanket between them supplies the heat. Since the sheets are permanently attached at the butt end, the sides are registered from there instead of at the waist.
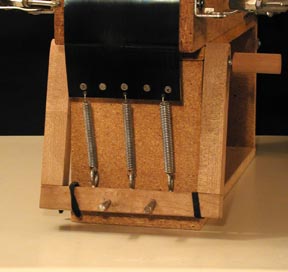
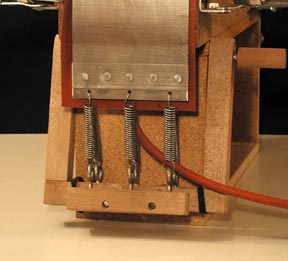
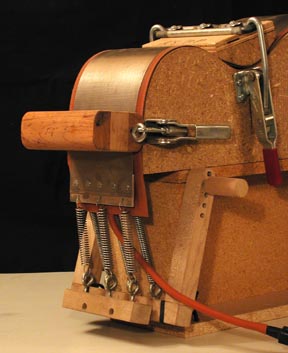
At the other end, the lower spring steel sheet is attached to a pivoting frame with three springs.
The upper perforated stainless sheet has its own 3 springs attached to a wood block which hooks onto the same frame.
This allows the sheets to be separated to insert the side into the bender; then the spring sets are hooked together so the frame can pull both into tension.
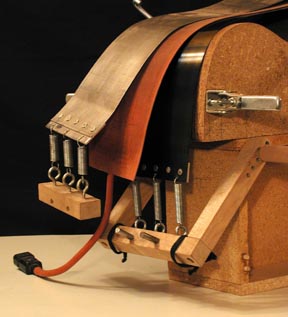
A clamping shoe at either end and at the waist snugs everything down tight. Since the waist shoe has to pull down against both the spring tension and the resistance of the side, eye hooks proved not to be stout enough. I welded a loop out of 3/8" steel bar for the waist clamps to hook onto, and screwed them to the top of the waist shoe.
I made mine with interchangeable forms for all the different body shapes I make. The forms are made of particle board glued up with Weldwood to resist the heat. Since different sizes of forms will change the amount of tension on the springs, I drilled several holes in each arm of the pivoting frame for the pivot rod; the rod has a wood handle on one end so I can pull it out and put it through a different hole, to change the spring tension for the various form sizes. The pivoting frame is held down with a loop of string around a dowel.
Here's the bending sequence:
By having both steel sheets under spring tension, the side is squeezed between them, so it can't split or crack. The lower sheet's tension is mostly to support the waist, and since it's .007" spring steel it doesn't remember the bend - it keeps the blanket in perfect contact with the side. The upper sheet's tension prevents rippling, and its perforations allow steam to escape so the sides dry out uniformly. I cut my sides exactly to length and taper before bending, so they're ready to glue linings to both edges right off the bender. The .007" spring steel is available as "blue tempered shim stock" from machinist supply houses. I got my spring steel from J&L Industrial Supply - http://www.jlindustrial.com, part # PBS-23165A. The springs in my bender came from an old Fox bender, but similar springs are available at most hardware stores. The clamps can be De-Sta-Co, which are also available at hardware stores, or Good Hand brand, which you can order online for about half the price of De-Sta-Cos. The perforated stainless is harder to come by. I had to call around to local sheet metal shops and find a piece of scrap. The thinner the better, mine measures .017" which is 26 or 27 gauge. Generally, the thinner the metal the smaller the holes - the holes in mine are really tiny, about .020", and spaced about 22 to a linear inch. You just have to call around and use what's available. Here's how it works -
E-Mail Me
|